



የኬብሉ የማምረት ሂደት በእያንዳንዱ ደረጃ የጥራት ቁጥጥርን ይጠይቃል፡
በመጀመሪያ፣ የመጠን ቁጥጥር። የኬብሉ መጠን የሚወሰነው በዲዛይኑ መጀመሪያ ላይ በ1፡1 ዲጂታል ሞዴል ላይ በተቀመጠው የኬብል ቁሳቁስ ዝርዝር መግለጫዎች አቀማመጥ ላይ ነው። ስለዚህ፣ በምርት ሂደቱ ውስጥ፣ መጠኑ በእጅ መቁረጥን ወደ ትክክለኛ ያልሆነ መጠን እንዳያመራ በአየር መቁረጫ ማሽን በመጠቀም በዲዛይኑ መጠን መሰረት በጥብቅ መቁረጥ ያስፈልጋል።
ሁለተኛ፣ የኬብል ጫፍ ማቀነባበሪያ። የከፍተኛ ቮልቴጅ ኬብል ጫፍ ማቀነባበሪያ በዲዛይኑ እና በቁሳቁስ ምርጫ ወቅት በተዛመደው የሽቦ ዲያሜትር ላይ በመመስረት ልዩነትን ይፈልጋል። ለምሳሌ፣ የአንድ ኮር መከላከያ ኬብል ማቀነባበሪያ የመጨረሻውን መጠን በትክክል ለመቆጣጠር ሙሉ በሙሉ አውቶማቲክ የሽቦ ማስወገጃ ማሽን መጠቀምን ይጠይቃል ይህም መሆኑን ለማረጋገጥእዚያከተመረቱ በኋላ ምንም አይነት የኢንሹራንስ ችግር የለም።
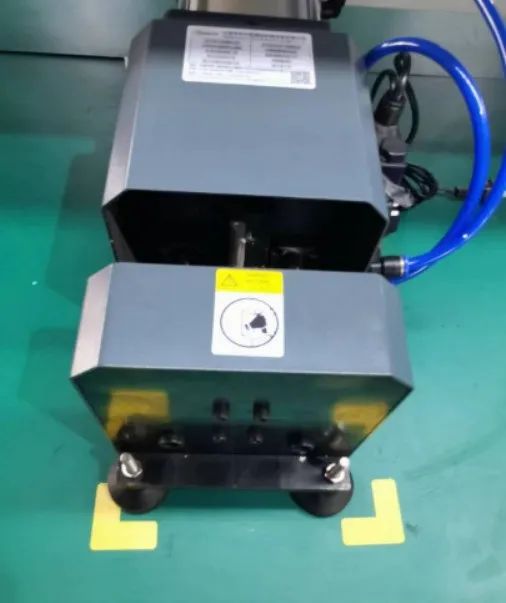
ሶስተኛ፣ ከፍተኛ ቮልቴጅ ያለው የሽቦ ተርሚናል ክራምፒንግ። የከፍተኛ ቮልቴጅ ሽቦዎች የተለያዩ ዝርዝር መግለጫዎች ምርጫ ከተለያዩ የተርሚናል ክራምፒንግ ዘዴዎች ጋር ይዛመዳል። የሽቦ ተርሚናሎችን ለመቆንጠጥ በሲኤንሲ ሃይድሮሊክ ተርሚናል ማሽን ላይ የተለያዩ መለኪያዎችን በተለያዩ የሽቦ ዝርዝሮች መሰረት እናስተካክላለን። ክራምፒንግ ሲደረግ፣ ተርሚናሎቹ ደህንነትን ለማረጋገጥ ወደ ስድስት ማዕዘን ቅርጽ መቆንጠጥ አለባቸው።

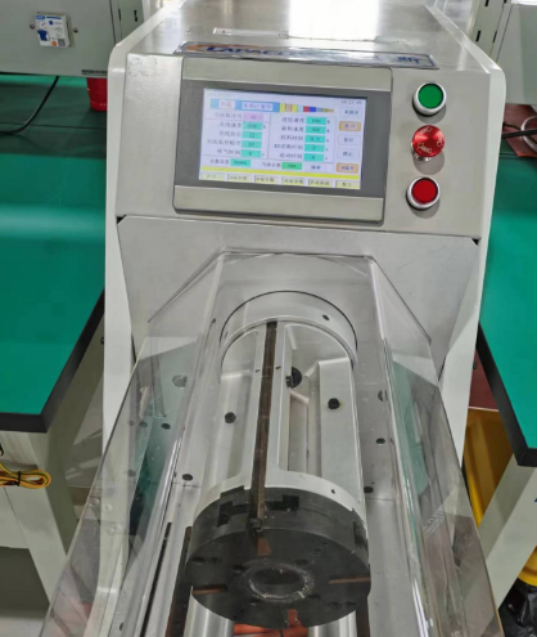
አራተኛ፣ የኬብል ምርጫ ከተደረገ በኋላ የውጥረት ሙከራ። የሽቦውን ተርሚናሎች በተለያዩ የሽቦ ዝርዝሮች ከጠረጉ በኋላ፣ ክር መሥራቱን ለማረጋገጥ አንድ አስፈላጊ እርምጃ የውጥረት ሙከራ ነው። በሽቦ ዲያሜትር ልዩነት መሰረት፣ የተለያዩ የማጣቀሻ የውጥረት ደረጃዎች ለሙከራ ጥቅም ላይ ይውላሉ። ተመሳሳይ ዲያሜትር ያላቸው ተመሳሳይ ተርሚናሎች ያላቸው የሽቦ ናሙናዎች፣ ለሙከራ ልዩ የውጥረት ማሽን ጥቅም ላይ ይውላል፣ እና ገመዱ የውጥረት መስፈርቱን የሚያሟላ ከሆነ ሊጠረግ ይችላል።

አምስተኛ፣ የኬብሉን ዝርዝር መግለጫ ቁሳቁስ ከመረጡ በኋላ፣ የኢንሱሌሽን ምርመራው ከምርት ሂደቱ በኋላ ይከናወናል። ከፍተኛ ቮልቴጅ ያለው ሽቦ የገመድ ማምረቻውን ካጠናቀቀ በኋላ፣ የተመረተው ማሰሪያ ለጠቅላላው የተሽከርካሪ ምርት ጥቅም ላይ ሊውል ይችል እንደሆነ ለማረጋገጥ መነሻው የኢንሱሌሽን ምርመራ ማካሄድ ነው። ይህ ማሰሪያው ጥሩ መሆኑን ብቻ ሳይሆን ለዲዛይን ጥቅም ላይ የዋለው የተመረጠው ገመድ ከፍተኛ ቮልቴጅ መበላሸት እንዳለበትም ይወስናል፣ በዚህም በመጨረሻ የተመረተው ምርት ብቁ መሆኑን ያረጋግጣል።

ከላይ ከተጠቀሱት አምስት ነጥቦች በተጨማሪ፣ ሁሉም ከፍተኛ ቮልቴጅ ያላቸው የገመድ ክፍሎች የጭነት እና የቮልቴጅ መስፈርቶችን ማሟላት እንዳለባቸው ትኩረት ሊሰጠው ይገባል።
ያግኙን፦
yanjing@1vtruck.com +(86)13921093681
duanqianyun@1vtruck.com +(86)13060058315
liyan@1vtruck.com +(86)18200390258
የፖስታ ሰዓት፡ ጁላይ-26-2023



